
Бургулоонун жана никелдин 4Cr5Mo2V Die Cast Cast Die термикалык зыянга туруштук берүүсүнө таасири

4Cr5 Mo2V көбүнчө колдонулган өлбөйт-куюп өлбөйт болот. Алюминий эритмесин куюу процессинде, эрип кеткен алюминийдин эрозиясына жана адгезиясына байланыштуу, калып жылуулуктун чарчоосу жана жылуулук эритиндинин жоголушу сыяктуу термикалык зыянга учурайт, натыйжада анын катуулугу төмөндөп, ал тургай эрте бузулуп калат.
Никель же кургактык алюминий эритиндисинен куюлган калыптардын жылуулукка туруштук берүүсүн жакшырта алар-албасын изилдөө үчүн 4Cr5 Mo2V болот жана 4Cr5Mo2V болот сыноо блоктору камтылып, анда 1% Ni жана 1% Co (массалык үлүш) камтылган. өчүрүү жана жумшартуу. Калыпка куюлган калыптын туруктуу калыпында, температурасы 12 ℃ болгон ADC800 алюминий эритмеси, андан кийин 200-1,000 жолу калыпка куюлуп, сыналган блоктун макро морфологиясы жана беттик катуулугу изилденген.
Жыйынтыктар көрсөткөндөй, алюминий эритмесин 1,000 жолу куюп, 4Cr5Mo2V болот сыноо блогу алюминийди катуу кармаган жана торго окшогон жаракалар өтө аз чыккан; Ni камтыган болот тестирлөө блогу алюминийге бир аз жабышкан, ал эми Co камтылган болот сыноо блогу алюминийге эң аз жабышкан, бул 1% Co 4Cr5Mo2V болотунун курамы алюминий эритмелерине эң жакшы термикалык зыянга туруштук берет. Мындан тышкары, алюминий эритмесин куюуга чейинки катуулукка салыштырмалуу, 1,000 жолу куюудан кийин, 4Cr5Mo2V болоттун, никел камтыган жана курамында кургак камтылган 4Cr5Mo2V болоттун үлгүлөрүнүн беттик катуулугу 2.8, 1.8 жана 1.4 HRCге төмөндөгөн, б.а. алюминий эритмелери. Курамында никель бар жана кургак 4Cr5Mo2V болоттун бетинин катуулугуна терс таасири 4Cr5Mo2V болотуна караганда азыраак, бул Co жана Niдин эритмесин бекемдөөчү эффектине байланыштуу, бул суюктуктун алюминий суюктук эрозиясына туруктуулугун жогорулатуу үчүн пайдалуу. калып жана жылуулук бузулушуна аз кабылышыбыз керек.
Алюминий эритмесин күйгүзүү - бул жогорку температурадагы жана жогорку басымдагы татаал процесс. Алюминий эритиндисинен куюлган калыптардын термикалык бузулушуна (анын ичинде термикалык чарчоону жана жылуулукту жоготууну) таасир этүүчү көптөгөн факторлор бар. Алардын арасында ысык иштей турган металлдын курамы өзгөчө мааниге ээ.
Кадимки шарттарда, жаракалар жана пластикалык деформациялардын кесепетинен өлгөндөрдүн куюлган матрицасынын иштебей калышы мүмкүн. Көктүн жаракасы адатта механикалык ашыкча жүктөмдөн же жылуулуктун ашыкча жүктөлүшүнөн келип чыгат, натыйжада стресстин катуу концентрациясы пайда болот. Эрте жылуулук чарчоо жаракалар жана ширетүү жоготуу (беттик термикалык бузулуу) калыпка куюп калыптардын негизги бузулуу режими болуп саналат, жана экөө көп учурда бири-бирине таасир этет. 4Cr5Mo2V болот жакшы колдонууга жана пластикалык деформация каршылык менен, көп колдонулган ысык жумуш өлбөйт болот. Бургулоо жана никель көбүнчө легирлөөчү элементтер колдонулат, бул болоттун бекемдигин жана катуулугун натыйжалуу жогорулатат жана жылуулуктун бузулушуна туруштук берүүгө белгилүү бир таасир берет. Демек, 4Cr5Mo2V болот, 4Cr5Mo2V курамында 1% Ni жана 1% Co (массалык үлүш, төмөндө баяндалган) бар. Эритилген алюминийдин бузулушуна болоттун каршылыгы иш жүзүндө өндүрүштү жетектөө үчүн чоң мааниге ээ.
Ошентсе да, металлдын оозунан мурун куюлуп, жылуулукка тийгизген зыянын изилдөө методдорунун көпчүлүгү ысытууну жана муздатууну окшоштуруу болуп саналат. Калыптан жасалган болоттун үлгүсү эритилген алюминий менен түздөн-түз байланышпаган жана эритилген алюминийдин тазалоочу таасирин камтыбайт, мисалы, калыптын болоттун түз индукциялык ысытуусу. -A. Бул эмгекте, ADC12 алюминий эритмесинин матрицалык куюштуруу сыноосун жүргүзүү үчүн, үч компоненттүү көктүн болот тест блоктору даярдалган жана калыпка куюлган формага салынган. Эритилген алюминийдин бузулуу көрсөткүчү.
1. Тест материалдары жана методдору
1.1 Тесттик материалдар
4Cr5Mo2V болотунун, 4% Ni камтыган 5Cr2Mo1V болотунун (мындан ары 4Cr5Mo2V + Ni болоту) жана 4% Co (5Cr2Mo1V + Co болоту) камтылган 4Cr5 Mo2V болотунун химиялык курамы 1-таблицада көрсөтүлгөн. ADC12 менен куюлган Алюминий эритмесинин химиялык курамы 2-таблицада көрсөтүлгөн.
| Таблица 1 Изделип жаткан куйма болоттордун химиялык курамы (массалык үлүшү)% | |||||||
| буюм | C | Cr | Mo | V | Co | Ni | Si |
| 4Cr5Mo2V болот | 0.39 | 4.65 | 2. 21 | 0.46 | - | - | 0. 23 |
| 4Cr5Mo2V + Ni болот | 0.38 | 4.72 | 2.34 | 0. 51 | - | 1.02 | 0. 21 |
| 4Cr5Mo2V + Co болот | 0.41 | 4.67 | 2.40 | 0.48 | 1.03 | - | 0. 24 |
| Кесте 2 ADC12 Алюминий эритмесинин химиялык курамы% | |||||||||
| элемент | Cu | Mg | Mn | Fe | Si | Zn | Ti | Pb | Sn |
| сапаттуу Баалыгы | 1.74 | 0.22 | 0.16 | 0.76 | 10.70 | 0.87 | 0.064 | 0.035 | 0. 010 |
1.2 Тест ыкмасы
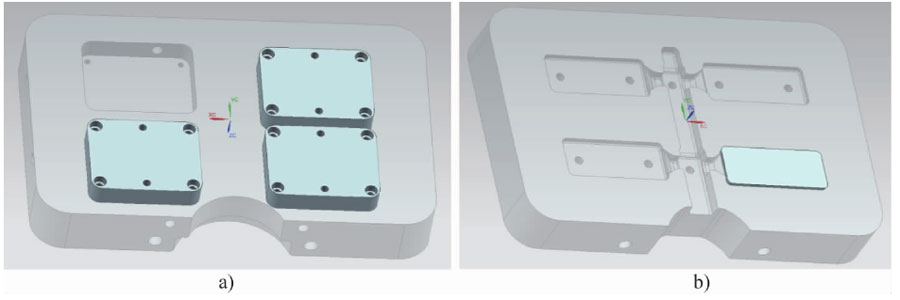
Күйдүрүлгөн 4Cr5Mo2V болоту, 4Cr5Mo2V + Ni болоту жана 4Cr5Mo2V + Co болоттору 1-сүрөттө көрсөтүлгөндөй тесттик блокторго иштетилген. Вакуумду өчүргөндөн кийин, эки жолу чыңалып, катуулугу 47 HRC болгон жана кычкылдын шкаласын кетирүү үчүн майдалап майдалашкан.
Сыноочу блоктун топтук номери бекитилген калыптын оюгуна киргизилет, ал эми алюминий эритмесинин көңдөйү кыймылдуу формада орнотулат, 2-сүрөттө көрсөтүлгөндөй. 500 т горизонталдуу муздак камерага куюучу машина жана ADC12 алюминий эритмесин барактын кастинг кую сыноосу үчүн өз алдынча иштелип чыккан калып колдонулуп, алюминий эритмеси кайрадан колдонулган. Сыноону тездетүү үчүн эритилген алюминийдин температурасы 800 ° С жогору (жалпысынан ADC12 алюминий эритмесинин куюу температурасы (650 120) ° C). Эритилген алюминийдин температурасы 800 ℃ болгондуктан, Fe-A1 металл аралык кошулманын эрүү чекитине жетпейт, натыйжада, кошулган зат алюминийдин курамында түшкөндөн кийин аралашма катары болот. Эритилген алюминийди кайталап колдонуу дагы кошулмалардын көбөйүшүнө жана алюминийдин бекемделишине алып келет. Суюктукту тазалоо таасири, ошону менен тестти тездетүү.
Кастингдик тестирлөөдөн кийин стерео микроскоп колдонулуп, сыноо блогунун бетиндеги алюминийдин жабышуу кубулушун байкоо жүргүзүлдү; алюминийдин адгезиясынын даражасын жана сыноочу блоктун бетинде жаракалар бар же жок экендигин байкоо үчүн талаа тереңдигиндеги микроскоп колдонулган.
2. Тесттин натыйжалары жана анализ
2. Тест Блогунун 1 Беттик Морфологиясы
2.1.1 Алюминийди бетине жабыштыруу
3-сүрөттө үч болот сыноочу блоктордун матриалдык куюусуз жана 600,1000 жолу куюлгандан кийин беттик морфологиясы көрсөтүлгөн. 3-жолу куюлгандан кийин, 600Cr4Mo5V болот сыноо блогу эң олуттуу алюминий жабышкактыгын 2-сүрөттөн (b, e, h) көрүүгө болот.
4Cr5Mo2V + Co болот сыноо блогу эң аз алюминийге жабышат. 3-сүрөт (c, f, i) көрсөткөндөй, үч сыноо блогунун бетиндеги алюминий адгезиясы 1,000 жолу куюудан кийин көбөйгөн. 4Cr5Mo2V болот сыноо блогунун бети ачык алюминий адгезиясына ээ, ал эми калган эки сыноо блогу алюминийден бир аз жабышкан. 4Cr5Mo2V + Co болоттун сыноосу Алюминийдин кесеги эң кичине жана бир калыпта болуп, алмаз камтылган 4Cr5Mo2V болоттун суюктук алюминийдин бузулушуна эң жакшы каршылык көрсөтөт, ал эми 4Cr5Mo2V болот эң начар. Бургулоочу жана никель элементтерин кошуу менен, өлгөн болоттун жогорку температурасынын 9-10 катуулугун турукташтыруу пайдалуу, ал эми эритилген алюминий менен бир нече жолу байланышканда бетин "жумшартуу" оңой эмес, ошондуктан суюк алюминийдин эрозияга туруштук берүүсү жакшы, алюминийдин адгезиясы бир аз. Калыпка куюп сыноодо, эриген алюминий сыноо блогуна тийүү үчүн көңдөйгө кирип, сыноочу блоктун тегиз эмес түзүлүшү, иштетүү дефектинин аймагы жана башка жергиликтүү жерлер алюминийге бир аз жабышып калат. Алюминий байланышкан аймактагы алюминий болот менен реакцияга келип, Feди түзөт.} Ал морттук ортоңку кошулма, ал жогорку басымдагы алюминий суюктугунун астында тазаланат жана тазаланат, натыйжада көктүн бетинде чуңкурлар пайда болот жана башкалар алюминий суюктугунун астындагы олуттуу алюминий байланышы.
2.1.2 Беттик жаракалар
Сүрөттө 4Cr4Mo5V болоттун, 2Cr4Mo5V + Ni болоттун жана 2Cr4Mo5V + Co болоттун үлгүлөрү 2 жолу өлгөндөн кийин куюлгандан кийин талаа морфологиясынын супер тереңдиги көрсөтүлгөн. 1,000 (а) -сүрөттөн 4 Cry Mot V болот сыноо блогунун бетинде дээрлик таза формада тараган аз сандагы микро жаракалар бар экендигин көрүүгө болот. Жабышкан алюминий жана эриген алюминий болот менен реакцияга кирип, Fe.} Al бирикмелерин пайда кылат. Fe.} Al жылуулук кеңейүү коэффициенти матрицадан айырмаланып, натыйжада жабышкан алюминий менен Fe.} Al жана бирикмелердеги микрожарыктар абдан аз. Эритилген алюминийдин тазалоо эффектиси микрокрекчелердин көбөйүшүнө алып келет, ал эми эриген алюминий жаракага кирип, андан ары матрица менен реакцияда Fe 4 Al кошулмаларын түзөт. Кийинчерээк кайра-кайра куюу процессинде, сыналган блоктун бетиндеги Fe.} Al бирикмелери сыйрылып, чуңкурларды пайда кылат. Туздалгандан жана ультраүн тазалоодон кийин, тесттик блоктун бети тор сыяктуу алюминий суюктукту тазалоо мүнөздөмөсүнө окшош болуп чыкты. 2 (b, c) -сүрөттө 4Cr4Mo5V + Co болотунда жана 2Cr4Mo5V + Ni темир сыноо блокторунда эч кандай жарака жок экендигин көрсөтүп турат, бул 2% бургулоо же молибден кошуу менен алюминийдин үстүнкү адгезиясын төмөндөтпөстөн, ошондой эле азайта алат көктүн жарака кетүү тенденциясы жана алюминийдин туруктуулугун жогорулатуу Суюк зыяндын көрсөткүчтөрү. Никелдин жана алмаздын карбидсиз калыптандыруучу элементтерин кошуу менен, көктүн жогорку температурадагы катуулугун жакшыртып, алмаз чыңдоо процессинде молибден карбидинин дисперсиясын жана жаан-чачынын жогорулатып, жаан-чачындын катуулануу эффектин күчөтөт 'z-} 1. Линг Цян жана башкалар тарабынан жүргүзүлгөн изилдөө. Аюстенитти стабилдештирүүчү элементтерди куюп, куюп туруучу металлга кошуу стресс концентрациясын төмөндөтө тургандыгын көрсөттү. Бургулоо жана никель экөө тең аустенит зонасын кеңейтүүчү элементтер, ошондуктан 3Cr4Mo5V + Ni болот жана 2Cr4Mo5V + Co болоттон жасалган куюп турган калыптардын беттери жаракаларга жакын эмес.
Чыныгы өлүп-куюу жараянында эриген алюминий калыпка каршы абдан күчтүү. Fe-A1 фазасынын диаграммасына ылайык, болоттун жана эриген алюминийдин реакциясы менен пайда болгон Fe-Al интерметалл бирикмелери негизинен FeAlz, Fez A15, FeA13, ж.б. болуп, морт. Алюминий эритмесинин Al-бай фазасы матрицадан бөлүнүп, эриген алюминийдин астына эритилген алюминийди киргизип, калыптын бетине чуңкурларды калтырыңыз. Алюминий эритмесинин бир бөлүгүнүн жана көктүн чуңкурларынын айкалышы салыштырмалуу күчтүү жана түшпөйт, андан ары Fe A1 кошулмаларын түзөт. Алюминий, Fe.} Al жана ага жабышкан кошулмалар муздатуу учурунда микроэлементтерге жакын. Кун куюучу баракта суюктук алюминий аз болгондуктан, ал тезирээк катып калат, ал эми калып менен суюк алюминийдин ортосундагы реакция жайыраак болот. Демек, Fe жана Al реакциясынын таасири менен сыноочу блоктун бетинде чуңкурлар азыраак болуп, алюминий суюктугунун эрозиясы менен көбүрөөк жабышчаак алюминий өндүрүлөт.
2. 2 Беттин катуулугу
3-таблица - матриалдык куюунун ар кандай мезгилдеринен кийин, үч матрицалык пробиркалардын беттик катуулуктарынын орточо мааниси. 3-таблицанын маалыматтары көрсөткөндөй, сыноо блокторунун үч түрүнүн бетинин катуулугу бир аз төмөндөйт. Штамп куюучу формалардын саны көбөйгөн сайын, ал пробалык блокту бир нече жолу чыңалууга барабар болот, ошондуктан катуулугу төмөндөйт. 1,000 жолу куюудан кийин, 4Cr5Mo2V + Co болоттун сыноо блогунун катуулугу эң кичине төмөндөөгө ээ, бул 1.4 HRC; 4Cr5Mo2V болот сыноо блогу эң төмөндөшүнө ээ.
Албетте, ал 2. 8 HRC төмөндөгөн; 4Cr5Mo2V + Ni болот сыноо блогунун беттик катуулугу 1. 8 HRC төмөндөгөн. Туруктуу көктүн катуулугу алюминийдин жабышышын азайтуу үчүн пайдалуу, башкача айтканда, жылуулукка зыян келтирбөө үчүн пайдалуу.
| 3-таблица Өлүк куюлгандан кийин сыноо блокторунун беттик катуулугу ар кандай убакытка% | ||||||
| буюм | Die Cast жок | 200 Times | 400 Times | 600 Times | 800 Times | 1000 Times |
| 4Cr5Mo2V болот | 48.6 | 48.4 | 48.1 | 47.2 | 46.9 | 45.8 |
| 4Cr5Mo2V + Ni болот | 47.5 | 47.4 | 47.2 | 46.8 | 46.9 | 46.1 |
| 4Cr5Mo2V + Co болот | 47.7 | 47.5 | 47.1 | 46.5 | 46.2 | 45.9 |
Көпкө созулган темирди жылытуудан кийин мартенсит чирип, экинчилик карбиддер одоно болуп, бетинин катуулугу төмөндөйт. Бургулоочу да, никель дагы карбиддүү эмес түзүүчү элементтер болуп саналат, алар Fe атомдорун алмаштырып, болоттун катуу эритмесин '5тен' 8ге чейин бекемдейт, ошондо калып жогорку температуранын бекемдигине ээ болот жана тез ысытуудан жана муздатуудан кийин катуулукту жогору кармайт. China Die Casting бирикмеси өчүрүлгөн жана чыңалган Cr-Mo-V-Ni болотундагы элементтердин бөлүштүрүлүшүн изилдеп, чыңдоо процессинде Ni элементтери карбиддердин айланасында байып, натыйжада ферриттеги көмүртек атомдоруна тоскоол болот. Карбиддердин үзгүлтүксүз диффузиясы карбидди эриш-аркак активдештирүү энергиясын жогорулатат, карбиддердин өсүшүнө тоскоолдук кылат, мында никель камтылган 4Cr5Mo2V болоттун катуулугун төмөндөтөт жана эриген алюминийдин бузулушуна туруктуулугун жакшыртат.
Кытай Die Casting ассоциациясы өлгөн болоттун жылуулук туруктуулугун жана микро түзүмүнүн өзгөрүшүн 1% Ni менен жана Niсиз изилдеп, термикалык туруктуулукту текшерүүнүн кийинки баскычында никель матрицанын катуулугун жайлатат, ошондуктан болот жакшы термикалык туруктуу Секс. Бургулоо - аустенит фазасынын алкагын кеңейткен элемент. 4Cr5Mo2V болотуна бургулоону кошуу аустениттөө процессинде карбиддердин эришине өбөлгө түзүп, аустениттин курамындагы көмүртектин көлөмүн көбөйтөт жана аустениттин туруктуулугун жогорулатат, ошону менен сакталып калган аустениттин көлөмүн көбөйтөт Тензиттин көлөмүн жана мартенситтин катуулугун, ошондой эле бургулоо мүмкүн жумшартуу процесси учурунда молибден карбидинин дисперсиясы жана жаан-чачынына көмөктөшүү, жана жаан-чачындын катуулануу таасирин күчөтүү z'-1.
Матрицадагы никелдин жана бургулоонун бекемдөөчү таасири, эритилген алюминийди кайталап тазалоодон кийин, матрицалык сыноо блогунун бетинин катуулугу дагы жогору болот, ошондуктан ал эрозияга туруктуу болот, бул сыноо блогунун туруктуулугун жогорулатуу үчүн пайдалуу эриген алюминийдин зыянына. Сыноочу блоктун бетинин катуулугу жана алюминийдин жабышуу даражасы дагы көрсөтөт (3-сүрөттү, 3-таблицаны караңыз): бургуланган 4Cr5 Mo2V болот сыноо блогу бетондолгон чуңкурларга жана алюминийдин адгезиясына 1,000 жолу өлгөндөн кийин, б.а. алюминий суюктугунун бузулушуна каршы туруу эң жакшы. Демек, болотко 1% Co кошуунун бекемдөөчү таасири 1% Ni кошкондон чоңураак, экөө тең өлгөн болоттун алюминийдин бузулушуна каршы натыйжалуулугун жогорулатууга ыңгайлуу.
3.Conclusion
- Алюминий эритмесин 1 000 жолу куюп бүткөндөн кийин, бургулоочу 4Cr5 Mo2V болот үлгүсү эң аз алюминийди жабыштырат, ал эми 4Cr5Mo2V болот үлгүсү эң көп алюминийди жабыштырат, башкача айтканда, бургулоочу 4Cr5 Mo2V болоту жылуулуктун бузулушуна эң жакшы каршылык көрсөтөт.
- Алюминий эритмесин 1,000 жолу куюп бүткөндөн кийин, 4Cr5Mo2V болоттун, 4Cr5Mo2V + Ni болоттун жана 4Cr5Mo2V + Co болоттун үлгүлөрүнүн беттик катуулугу 2.8, 1.8 жана 1.4 HRC азайган, башкача айтканда, никель же бургулоо кошулганда, жылуулук бузулуунун туруктуулугу бир кыйла жакшырат 4Cr5Mo2V матрицада куюлган болот.
Кайра басып чыгаруу үчүн ушул макаланын булагын жана дарегин сактап коюңуз: Бургулоонун жана никелдин 4Cr5Mo2V Die Cast Cast Die термикалык зыянга туруштук берүүсүнө таасири
Минге Die Casting Company өндүрүшкө арналган жана сапаттуу жана жогорку сапаттагы Кастинг Тетиктерин камсыз кылат (металл өлбөйт куюу бөлүктөрү негизинен камтыйт Жука Дубалга Кастинг,Ыстык камералык куюу,Муздак камера Кастинг), Тегерек кызмат (Die Casting кызматы,Cnc иштетүү,Көк жасоо, Surface Дарылоо) .Ар кандай салт Алюминий өлбөйт куюу, магний же Zamak / цинк өлбөйт куюп жана башка куюп талаптарды биз менен байланышууга чакырабыз.

ISO9001 жана TS 16949 көзөмөлү астында, жарылгычтардан Ultra Sonic кир жуугуч машиналарына чейинки жүздөгөн өнүккөн матрицалык куюучу машиналар, 5 огу бар машиналар жана башка объектилер аркылуу жүзөгө ашырылат. кардардын дизайнын ишке ашыруу үчүн тажрыйбалуу инженерлердин, операторлордун жана инспекторлордун тобу.

Материалдарды куюп берүүчү келишим. Мүмкүнчүлүктөргө муздак камеранын 0.15 фунттан алюминий формасында куюлган бөлүктөрү кирет. 6 фунтка чейин, тез алмаштыруу жана иштетүү. Кошумча нарктын кызматтарына жылтыратуу, дирилдөө, дибрукциялоо, атып жардыруу, сырдоо, каптоо, каптоо, монтаждоо жана шаймандар кирет. Иштеген материалдар 360, 380, 383 жана 413 сыяктуу эритмелерди камтыйт.

Zinc die casting design design / зэрэгцээ инженердик кызматтар. Тактык цинк кастингдерди бажы өндүрүүчүсү. Миниатюра куюлары, жогорку басымдагы матрицалык куюлар, көп слайддуу калыптарга куюу, кадимки калыпка куюу, бирдиктүү калып жана көз карандысыз матрицалык куюштуруу жана көңдөй пломбаланган куюштурууларды жасоого болот. Кастингдерди узундугу жана туурасы боюнча 24 дюймга чейин +/- 0.0005 дюймге чейин көтөрүүгө болот.

ИСО 9001: 2015-жылы магний куюунун сертификатталган өндүрүүчүсү, анын ичинде жогорку басымдагы 200 тоннага чейин ысык камерага жана 3000 тонна муздак камерага чейин куюлган магний кальцийи, инструменталдык дизайн, жылтыратуу, калыпка салуу, иштетүү, порошок жана суюк боёктор, CMA мүмкүнчүлүктөрү менен толук QA , монтаждоо, таңгактоо жана жеткирүү.

ITAF16949 сертификаты бар. Кошумча Casting кызматы камтылган салым чыгаруу,кум куюу,Gravity Casting, Жоголгон көбүк кастинги,Центрифугалдык кастинг,Вакуум менен куюу,Туруктуу Кастинг Кастинг, .Мүмкүнчүлүктөргө EDI, инженердик жардам, катуу моделдөө жана экинчи иштетүү кирет.

Casting Industries Тетиктер: Автомобилдер, Велосипеддер, Учактар, Музыкалык аспаптар, Суу техникасы, Оптикалык аппараттар, Датчиктер, Моделдер, Электрондук аппараттар, Корпустар, Сааттар, Машиналар, Моторлор, Эмеректер, Зергер буюмдары, Жигиттер, Телеком, Жарык берүү, Медициналык шаймандар, Фотоаппараттар, Роботтор, скульптуралар, үн жабдуулары, спорттук шаймандар, шаймандар, оюнчуктар жана башкалар.
Андан кийин эмне кылууга жардам бере алабыз?
For үчүн Башкы бетке өтүңүз Дие Кастинг Кытай
→Кастинг бөлүктөрү-Биз эмне кылгандыгыбызды билип алыңыз.
→ Ralated Tips About Die Casting Services
By Minghe Die Casting Өндүрүүчүсү Категориялар: Пайдалуу макалалар |буюм Tags: Алюминий куюу, Цинк Кастинг, Магний куюу, Титан куюу, Дат баспаган болот куюу, Жезден куюу,Коло куюу,Видеону тышкы экранга чыгаруу,Коом тарыхы,Алюминий Die Casting | Комментарийлер Өчүк







