
Үч кесүүчү элементтин иштетүүнүн натыйжалуулугуна таасири
Механизмдин натыйжалуулугун жогорулатууда кесүүнүн үч элементин көбөйтүү (кесүү ылдамдыгы, кесүү тереңдиги жана азыктандыруу ылдамдыгы) эң жөнөкөй жана түз ыкма экендигин бардыгы билишет. Бирок, шаймандарды кесүүнүн үч элементин өркүндөтүү жалпысынан учурдагы станок жасоонун шарттары менен чектелет. Ошентип, эң арзан ыкма - бул жакшы курал материалын тандоо.
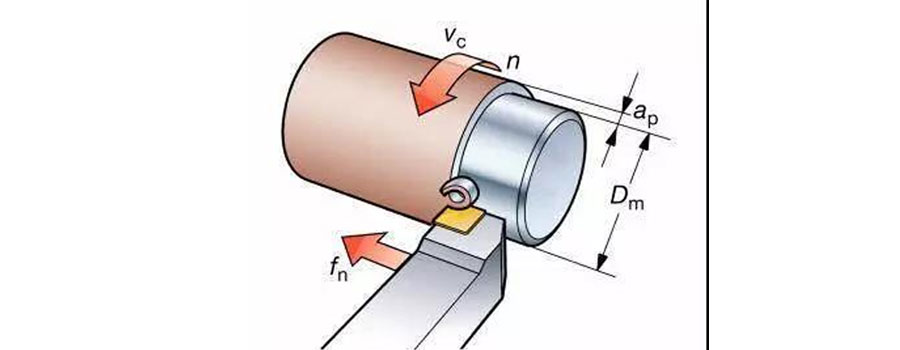
Кесүүнүн үч элементинин аныктоо эрежеси
Бычактын тереңдигин, азыктын көлөмүн жана кесүү сызыктуу ылдамдыгын аныктаңыз.
Кесүү тереңдиги: көбүнчө механикалык иштетүүгө ылайык аныкталат;
Берүү ылдамдыгы: орой иштетүү азыктандыруу ылдамдыгы станоктун күчү менен аныкталат, ал эми аяктоочу азыктандыруу ылдамдыгы беттин тегиздиги менен аныкталат;
Кесүү ылдамдыгы: Куралдын материалына жана станоктун шпиндель ылдамдыгына жараша аныкталат.
Өркүндөтүү көз карашынан cnc станок натыйжалуулугун, кесүү тереңдигин жогорулатуу, балким, ойлонуп көрүшүбүз керек ыкма. Маанилүү себептердин бири - кесүү тереңдиги тоюттун 10 эселенгенине барабар болгондо, кесүү тереңдигин жогорулатуу куралдын бышыктыгына минималдуу таасирин тийгизе тургандыгын тажрыйбалар көрсөттү. Эгерде кесүү ылдамдыгы көбөйтүлсө, кесүү ылдамдыгын өзгөртүү куралдын бышыктыгы эки эсе ылдамдыкта өзгөрөт; эгерде азыктандыруу алмаштырылса, анда куралдын бышыктыгы болжол менен бирдей өзгөрүшү мүмкүн. Демек, биздин "таза өлчөмү" деп аталган массалык өндүрүштүн бланктары үчүн жетишүүгө мүмкүн болбогон учурда, кесилген жердин тереңдигин жогорулатуу шаймандардын чыгымдарын олуттуу көбөйтпөстөн, өндүрүмдүүлүктүн натыйжалуулугун жогорулатуу мүмкүнчүлүгүн берет.
курал тандоо
Цементтелген карбид шаймандары учурдагы шаймандар рыногундагы негизги курал болуп саналат. Бардыгы бул курал менен тааныш. Куралдын иштөө мөөнөтүн жана иштетүүнүн натыйжалуулугун жогорулатуу үчүн цементтелген карбид шаймандарынын үч кесүүчү элементин иштетүү аянтчасынын чыныгы шарттарына ылайыкташтыра аласыз. Бирок кубдук азот Бордун негизиндеги шаймандардын иштелип чыгышы көпкө созулган жок жана көптөгөн адамдар мындай шаймандарга эч качан тийишкен эмес. Бирок, катуу материалдардын жана иштетилиши кыйын материалдардын пайда болушу менен, бор нитридинин кубдуу куралдары акырындык менен ар бир адамдын көрүү чөйрөсүндө пайда болду. Бирок көптөгөн адамдар кубдуу бор нитридинин куралдары тез кесүү жана бүтүрүү процесстери менен гана чектелет деп ойлошот.
Чындыгында, superhard материалдык шаймандар индустриясынын туруктуу R & D жана инновациялары менен, кубдуу нитрид куралдары кеңири иштетүү процесстеринде жана үзгүлтүктүү кесүү шарттарында кеңири колдонулуп келген. Бор нитридинин куб шаймандарын тандоо цементтелген карбид шаймандарына окшош. Даярдалуучу материалдардын ар кандай шаймандарына ылайык, шаймандардын ар кандай класстары жана шаймандардын структуралары тандалып алынган.
Бор нитридинин курама ширетүүчү ширеси көбүнчө аяктоо процессинде колдонулат. Анда бор нитрид кубдуу материалдын кесүүчү бөлүгү гана бар жана матрица цементтелген карбид матрицасы. Бычактын тереңдиги 0.5 мм чегинде көзөмөлдөнөт, ошондуктан аны колдонсо болот, аяктоо процесстери үчүн, чоң четтери жана тегиз эмес беттери үчүн, бүтүн нитриддүү лезвич борун тандаңыз. Бардык денеси кубдук нитридден жасалган. Кесүү тереңдиги 1-10 мм, ал эми шаймандын иштөө мөөнөтү жалпысынан 3 саат / Кесүү чети.
Кубдук нитриддик шаймандарды изилдөө процесси жана кайра иштетүүдөгү чыныгы муктаждыктар менен, баштапкы жогорку ылдамдыктагы жасалгалоо үзгүлтүктүү, орой жана жарым-жартылай бүткөнгө чейин иштелип чыгып, кадимки станоктордо да колдонсо болот; пайдалануу наркы дагы үнөмдүү.
андан ары окуу
Бордук нитрид шаймандарын жана цементтелген карбид шаймандарын иштетүү диапазону бири-бирине дал келет. Мисалы, боз чоюн, цементтелген карбид шаймандары жана кубдуу нитрид шаймандары иштелип чыгышы мүмкүн. Ишкананын муктаждыгына ылайык үнөмдүү жана үнөмдүү шайман материалын, цементтелген карбидди тандай аласыз. Өзүнүн иштөө чектөөлөрүнөн улам шайманын максималдуу сызыктуу ылдамдыгы 350м / мин, ал эми кубдук нитрид куралы 1500м / минге жетиши мүмкүн. Ошол эле учурда, бор нитридинин кубдуу шайманынын чыдамдуулугу кадимки цементтелген карбид шаймандарынан 30-50 эсе жогору. Катмарлуу карбид шайманынын иштөө мөөнөтү 5-15 эсе көп.

Бирок, компаниялар боз чоюнду иштетүү үчүн кубдуу бор нитридинин шаймандарын тандабайт. Анткени, нитрид кубдуу шаймандардын баасы цементтелген карбид шаймандарына караганда жогору. Ошондуктан, массалык өндүрүү жана иштетүүнүн жогорку натыйжалуулугун талап кылуу үчүн тандап алуу сунушталат. Бор нитридин кесүүчү шаймандар үчүн, эгерде иштетүүнүн эффективдүүлүгү жогору болбосо жана жумуш аз болсо, цементтелген карбид кесүүчү шаймандарды тандоо үнөмдүү жана үнөмдүү болот.
Кайра басып чыгаруу үчүн ушул макаланын булагын жана дарегин сактап коюңуз:Үч кесүүчү элементтин иштетүүнүн натыйжалуулугуна таасири
Минге Die Casting Company өндүрүшкө арналган жана сапаттуу жана жогорку сапаттагы Кастинг Тетиктерин камсыз кылат (металл өлбөйт куюу бөлүктөрү негизинен камтыйт Жука Дубалга Кастинг,Ыстык камералык куюу,Муздак камера Кастинг), Тегерек кызмат (Die Casting кызматы,Cnc иштетүү,Көк жасоо, Surface Дарылоо) .Ар кандай салт Алюминий өлбөйт куюу, магний же Zamak / цинк өлбөйт куюп жана башка куюп талаптарды биз менен байланышууга чакырабыз.

ISO9001 жана TS 16949 көзөмөлү астында, жарылгычтардан Ultra Sonic кир жуугуч машиналарына чейинки жүздөгөн өнүккөн матрицалык куюучу машиналар, 5 огу бар машиналар жана башка объектилер аркылуу жүзөгө ашырылат. кардардын дизайнын ишке ашыруу үчүн тажрыйбалуу инженерлердин, операторлордун жана инспекторлордун тобу.

Материалдарды куюп берүүчү келишим. Мүмкүнчүлүктөргө муздак камеранын 0.15 фунттан алюминий формасында куюлган бөлүктөрү кирет. 6 фунтка чейин, тез алмаштыруу жана иштетүү. Кошумча нарктын кызматтарына жылтыратуу, дирилдөө, дибрукциялоо, атып жардыруу, сырдоо, каптоо, каптоо, монтаждоо жана шаймандар кирет. Иштеген материалдар 360, 380, 383 жана 413 сыяктуу эритмелерди камтыйт.

Zinc die casting design design / зэрэгцээ инженердик кызматтар. Тактык цинк кастингдерди бажы өндүрүүчүсү. Миниатюра куюлары, жогорку басымдагы матрицалык куюлар, көп слайддуу калыптарга куюу, кадимки калыпка куюу, бирдиктүү калып жана көз карандысыз матрицалык куюштуруу жана көңдөй пломбаланган куюштурууларды жасоого болот. Кастингдерди узундугу жана туурасы боюнча 24 дюймга чейин +/- 0.0005 дюймге чейин көтөрүүгө болот.

ИСО 9001: 2015-жылы магний куюунун сертификатталган өндүрүүчүсү, анын ичинде жогорку басымдагы 200 тоннага чейин ысык камерага жана 3000 тонна муздак камерага чейин куюлган магний кальцийи, инструменталдык дизайн, жылтыратуу, калыпка салуу, иштетүү, порошок жана суюк боёктор, CMA мүмкүнчүлүктөрү менен толук QA , монтаждоо, таңгактоо жана жеткирүү.

ITAF16949 сертификаты бар. Кошумча Casting кызматы камтылган салым чыгаруу,кум куюу,Gravity Casting, Жоголгон көбүк кастинги,Центрифугалдык кастинг,Вакуум менен куюу,Туруктуу Кастинг Кастинг, .Мүмкүнчүлүктөргө EDI, инженердик жардам, катуу моделдөө жана экинчи иштетүү кирет.

Casting Industries Тетиктер: Автомобилдер, Велосипеддер, Учактар, Музыкалык аспаптар, Суу техникасы, Оптикалык аппараттар, Датчиктер, Моделдер, Электрондук аппараттар, Корпустар, Сааттар, Машиналар, Моторлор, Эмеректер, Зергер буюмдары, Жигиттер, Телеком, Жарык берүү, Медициналык шаймандар, Фотоаппараттар, Роботтор, скульптуралар, үн жабдуулары, спорттук шаймандар, шаймандар, оюнчуктар жана башкалар.
Андан кийин эмне кылууга жардам бере алабыз?
For үчүн Башкы бетке өтүңүз Дие Кастинг Кытай
→Кастинг бөлүктөрү-Биз эмне кылгандыгыбызды билип алыңыз.
→ Ralated Tips About Die Casting Services
By Minghe Die Casting Өндүрүүчүсү Категориялар: Пайдалуу макалалар |буюм Tags: Алюминий куюу, Цинк Кастинг, Магний куюу, Титан куюу, Дат баспаган болот куюу, Жезден куюу,Коло куюу,Видеону тышкы экранга чыгаруу,Коом тарыхы,Алюминий Die Casting | Комментарийлер Өчүк







